Durant 5 mois d’arrêt suite à une blessure plutôt embêtante, j’ai eu l’occasion d’investir dans une imprimante 3D, ouvrant ainsi d’immenses portes dans la concrétisation d’idées ou de projets liés au vtt.
Certains de mes amis étant au courant que je possède une imprimante n’hésitent pas à me soumettre leurs idées/projets afin que je puisse en réaliser des prototypes, voire des versions fonctionnelles !
En l’occurrence, un ami équipé d’un casque à mentonnière amovible était toujours embêté lorsqu’il s’agissait de poser celle-ci sur le guidon en liaison, ou bien plus simplement par le fait d’enlever son sac pour l’accrocher dessus... Pas très pratique !
On a donc réfléchi à la manière de remédier simplement à ce problème, avec un support au cintre. L’objectif était de créer un prototype peu encombrant, permettant d’y suspendre une mentonnière amovible. Bien sûr, il fallait éviter les contacts entre la mentonnière et le cadre, ainsi que les genoux !
Deux idées sont ressorties :
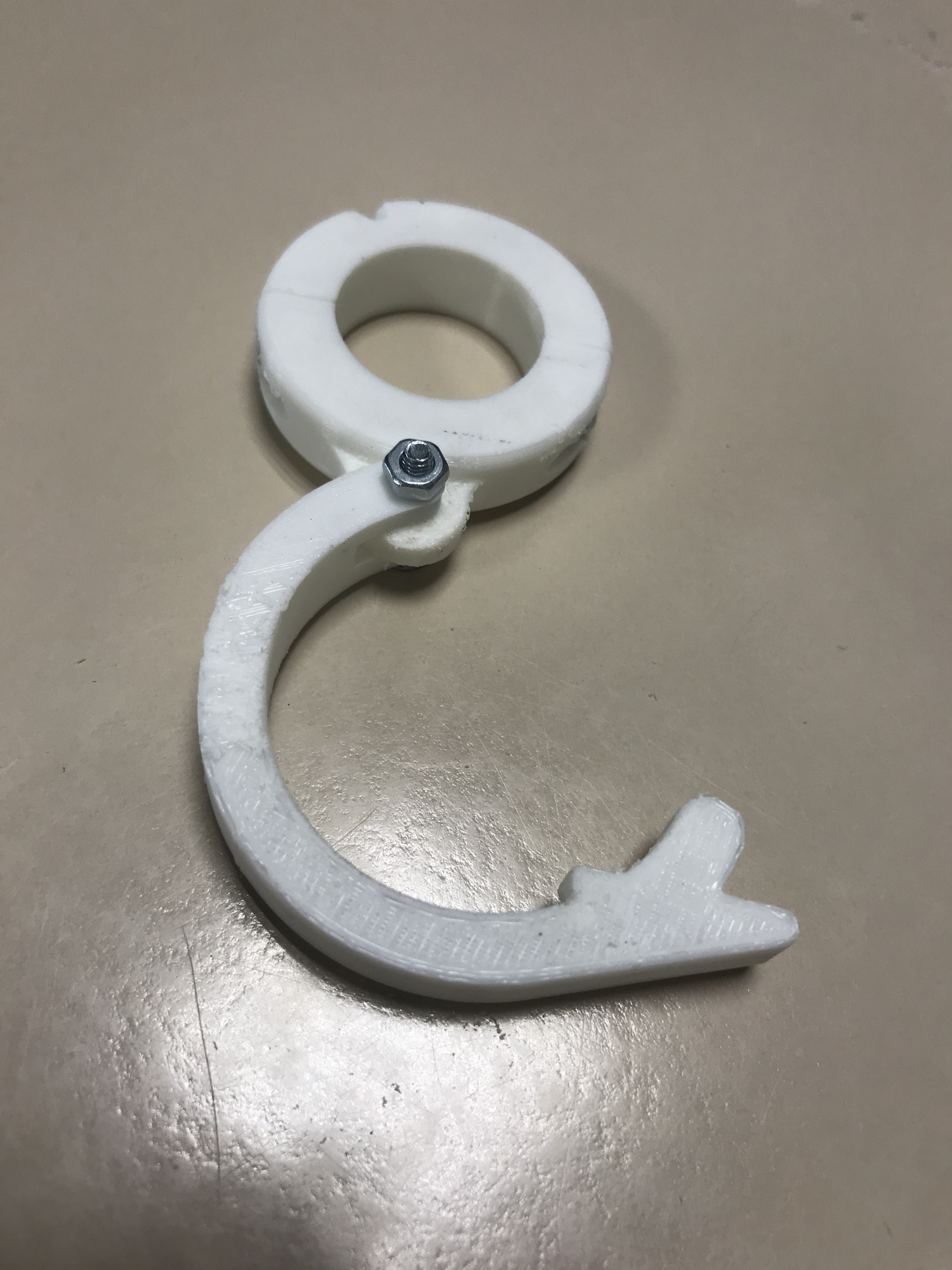
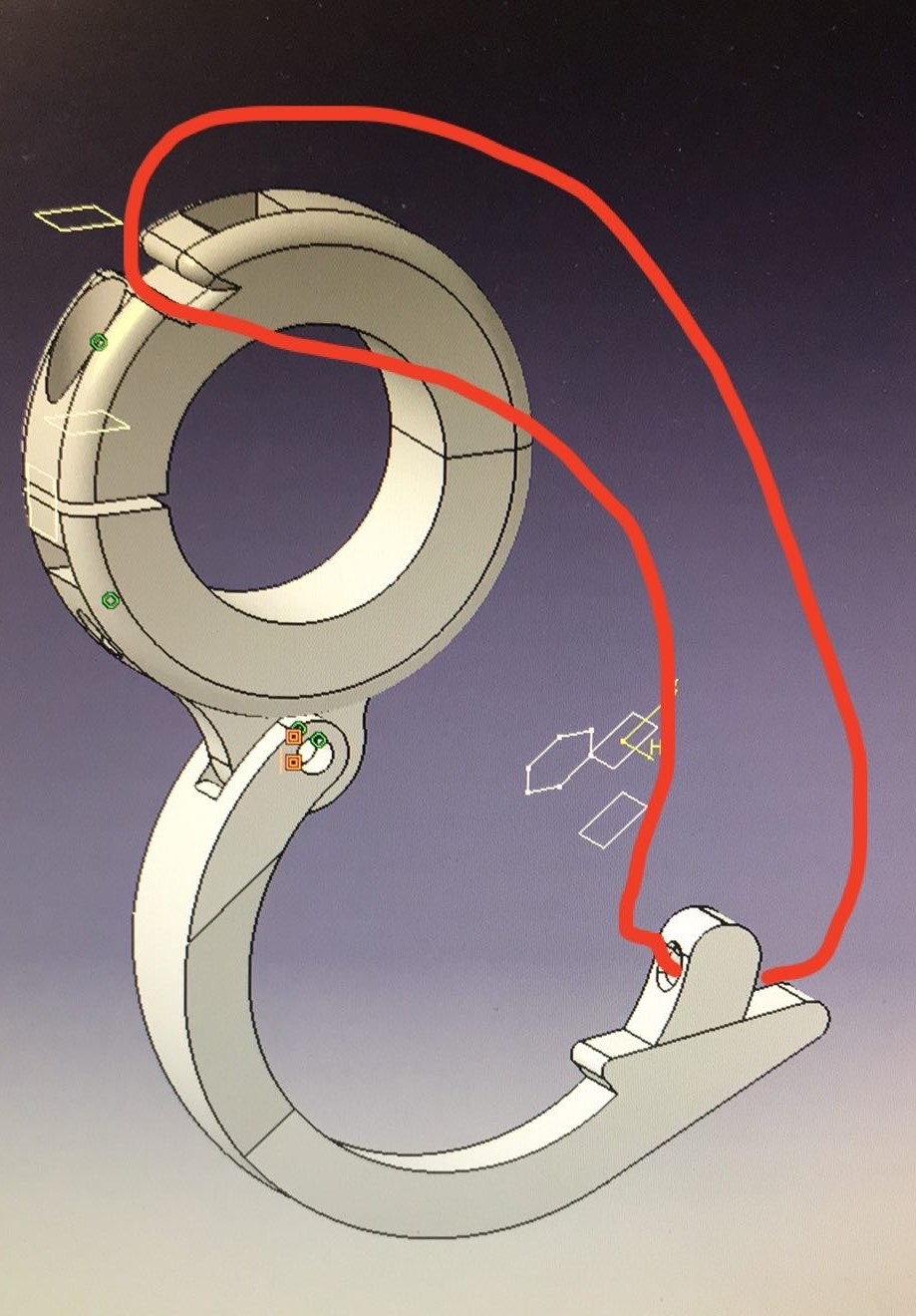
En ce qui concerne le premier modèle, j’ai opté pour une forme plutôt ergonomique permettant de placer la mentonnière sans trop réfléchir. Celui-ci consiste en un collier qui vient se refermer sur le cintre, verrouillé par une patte qui vient se clipser très facilement dans une encoche. Le crochet est fixe, mais il reste relativement encombrant et peu esthétique, ce qui amène à privilégier un démontage avant la descente !
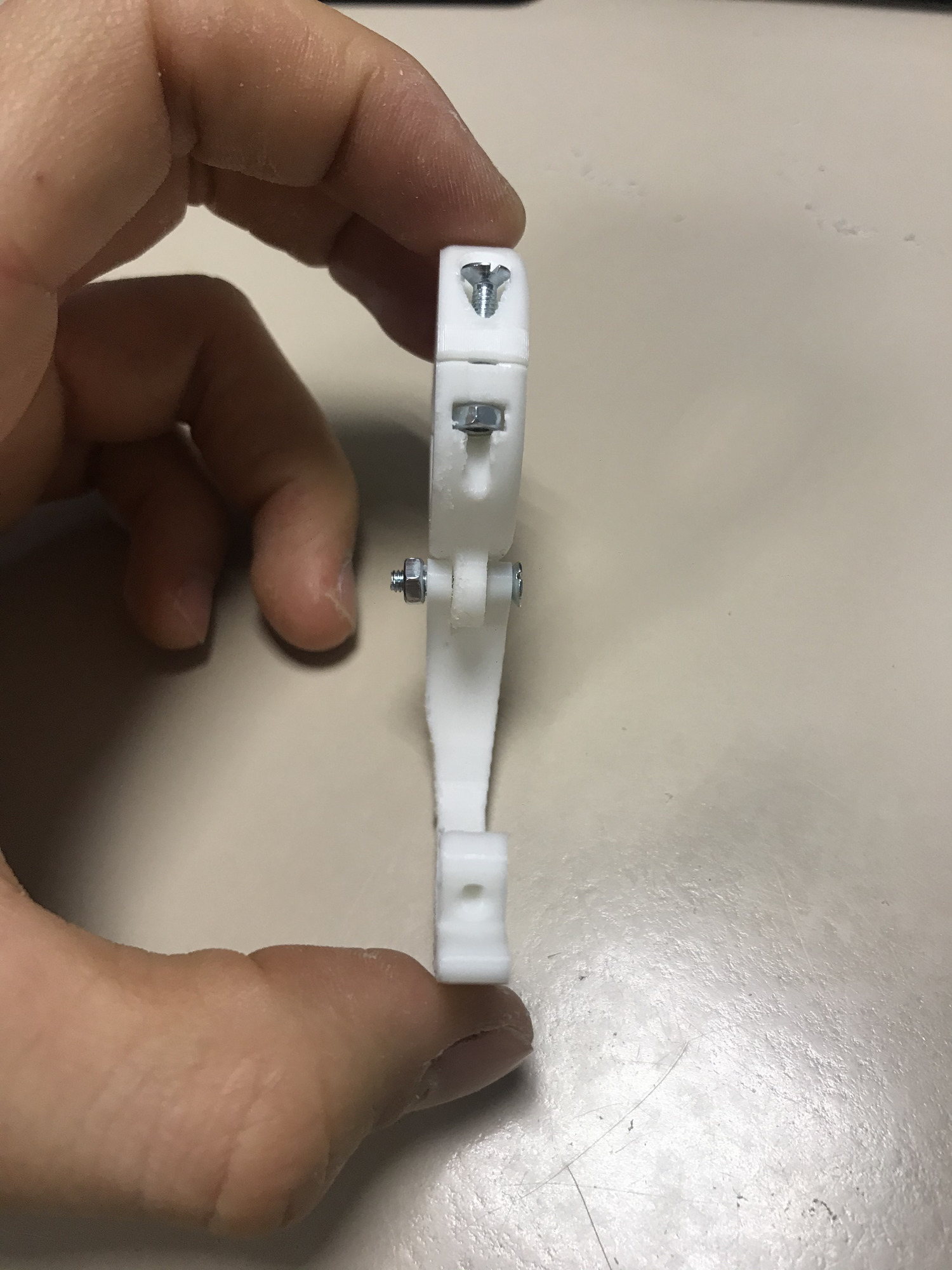
Le deuxième modèle quant à lui est fixé via deux boulons en M3. Pour éviter une perte de temps, j’ai tout simplement réutilisé la patte clipsable précédente pour la transformer en crochet. Celui-ci étant bien plus court que le modèle fixe, j’ai intégré un perçage ainsi qu’une encoche sur le collier pour positionner un élastique et éviter que la mentonnière ne chute !
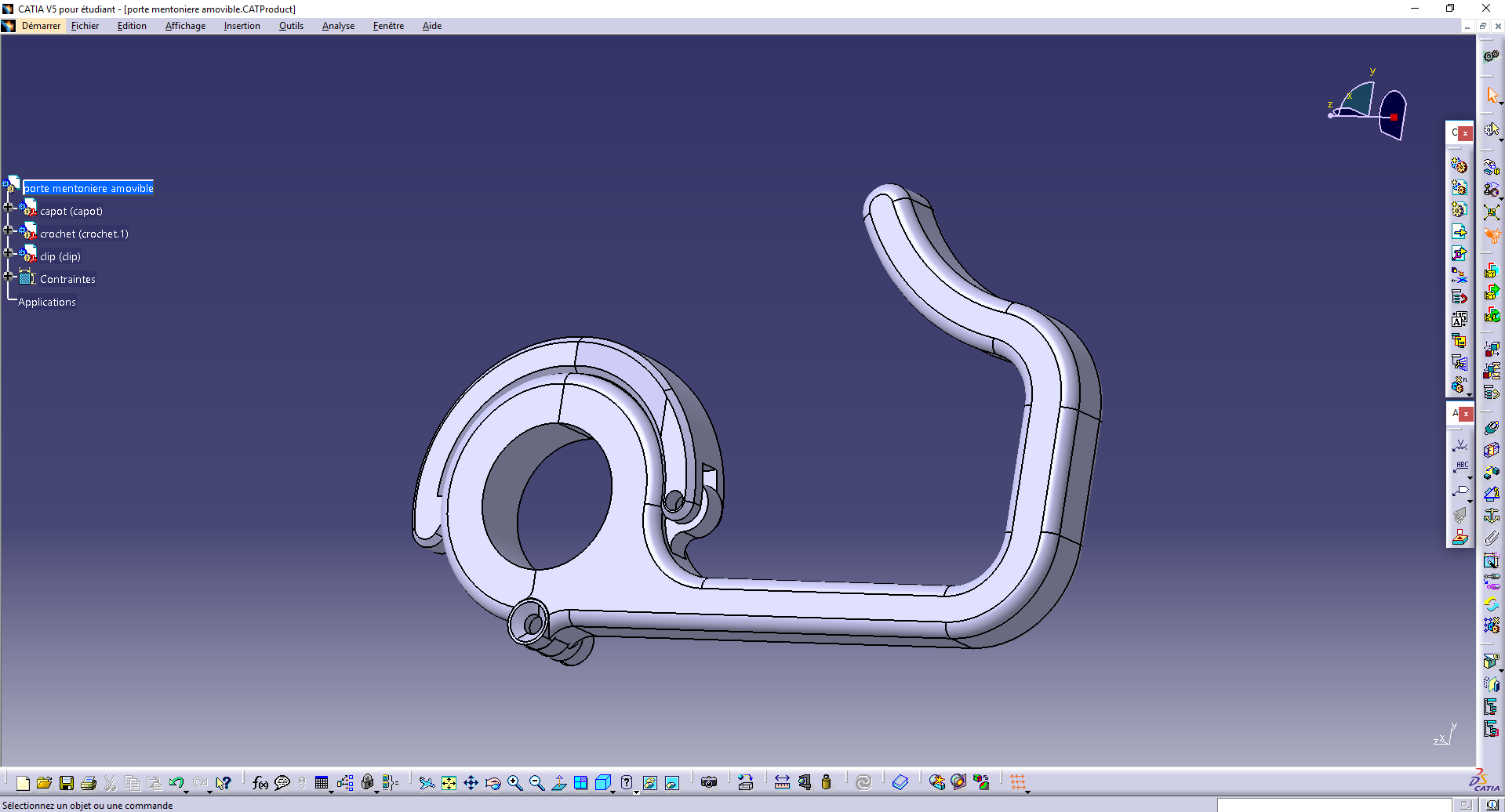
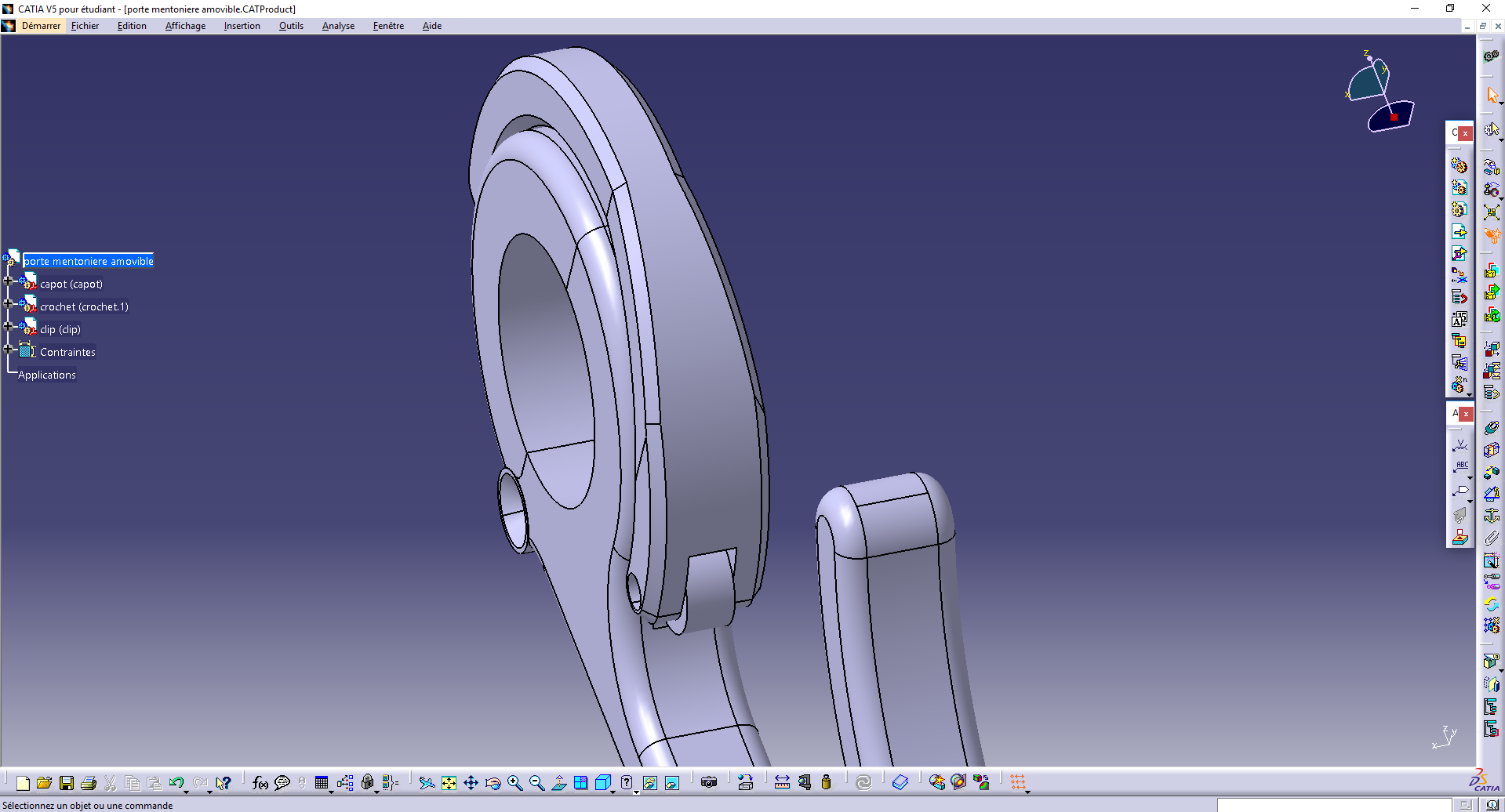
Une fois l’idée en tête, j’ai pu passer sur Catia V5 pour modéliser les différents prototypes en 3D. J’ai eu la chance de bénéficier d’une formation sur ce logiciel peu intuitif via mes études, ce qui me permet d’éviter de longues journées laborieuses de galère.
Muni d’un pied à coulisse, on récupère les cotes sur le cintre et la mentonnière, on réalise des esquisses que l’on cote aux bonnes dimensions, puis on applique diverses opérations de forme telles que des extrusions, des poches, des trous, ou encore des congés.
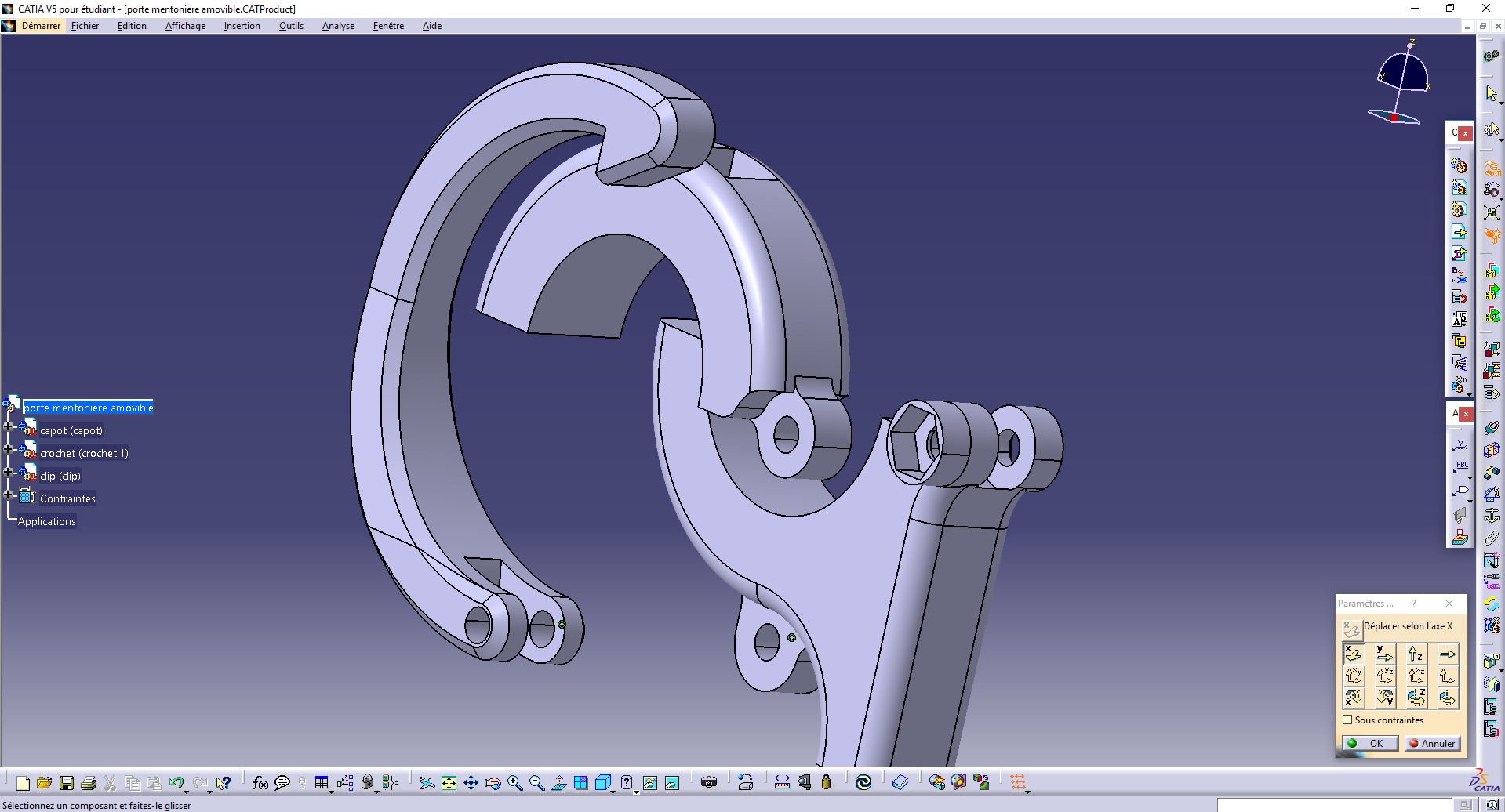
Les différentes pièces ainsi mises en forme, il est possible de les assembler via un atelier spécifique du logiciel, afin d’obtenir une vision d’ensemble du prototype.
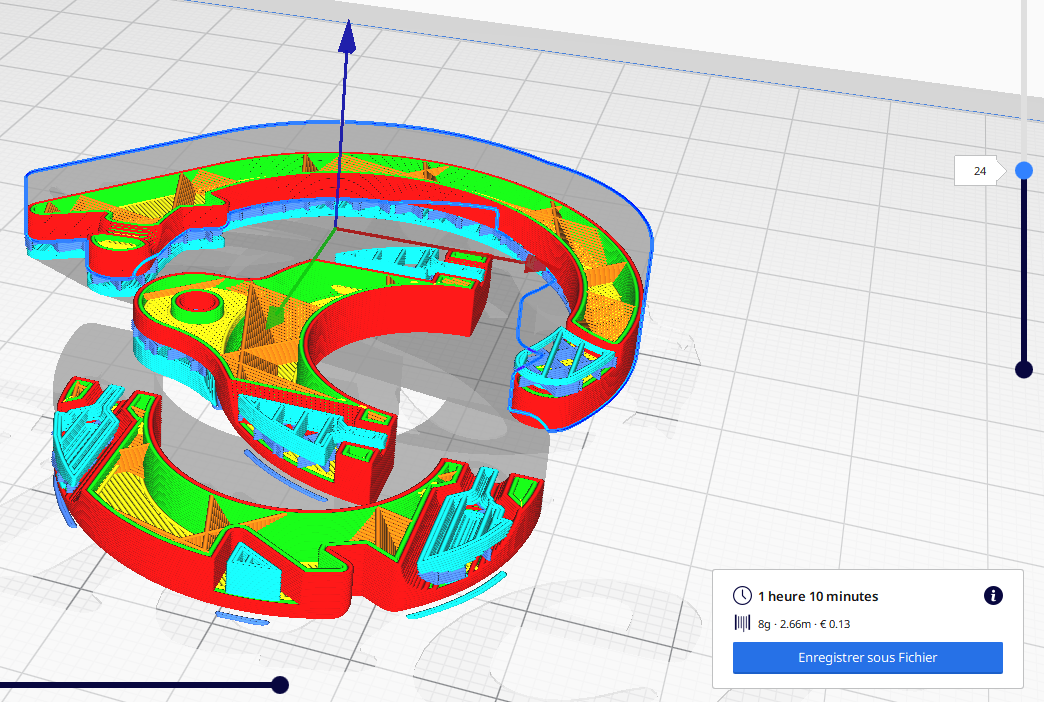
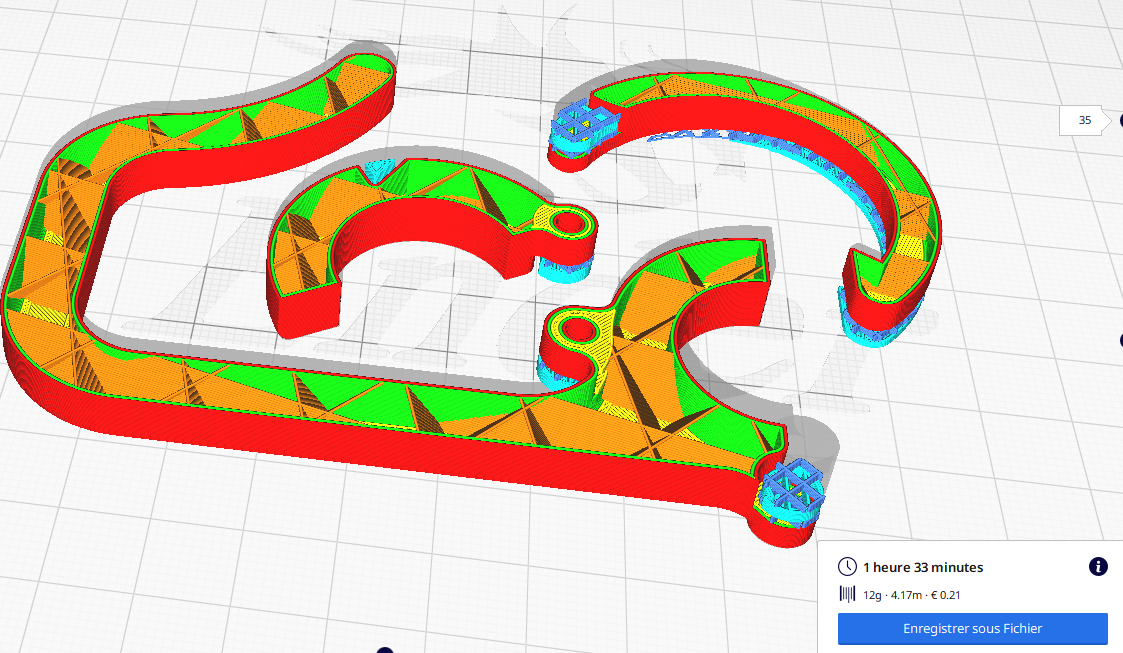
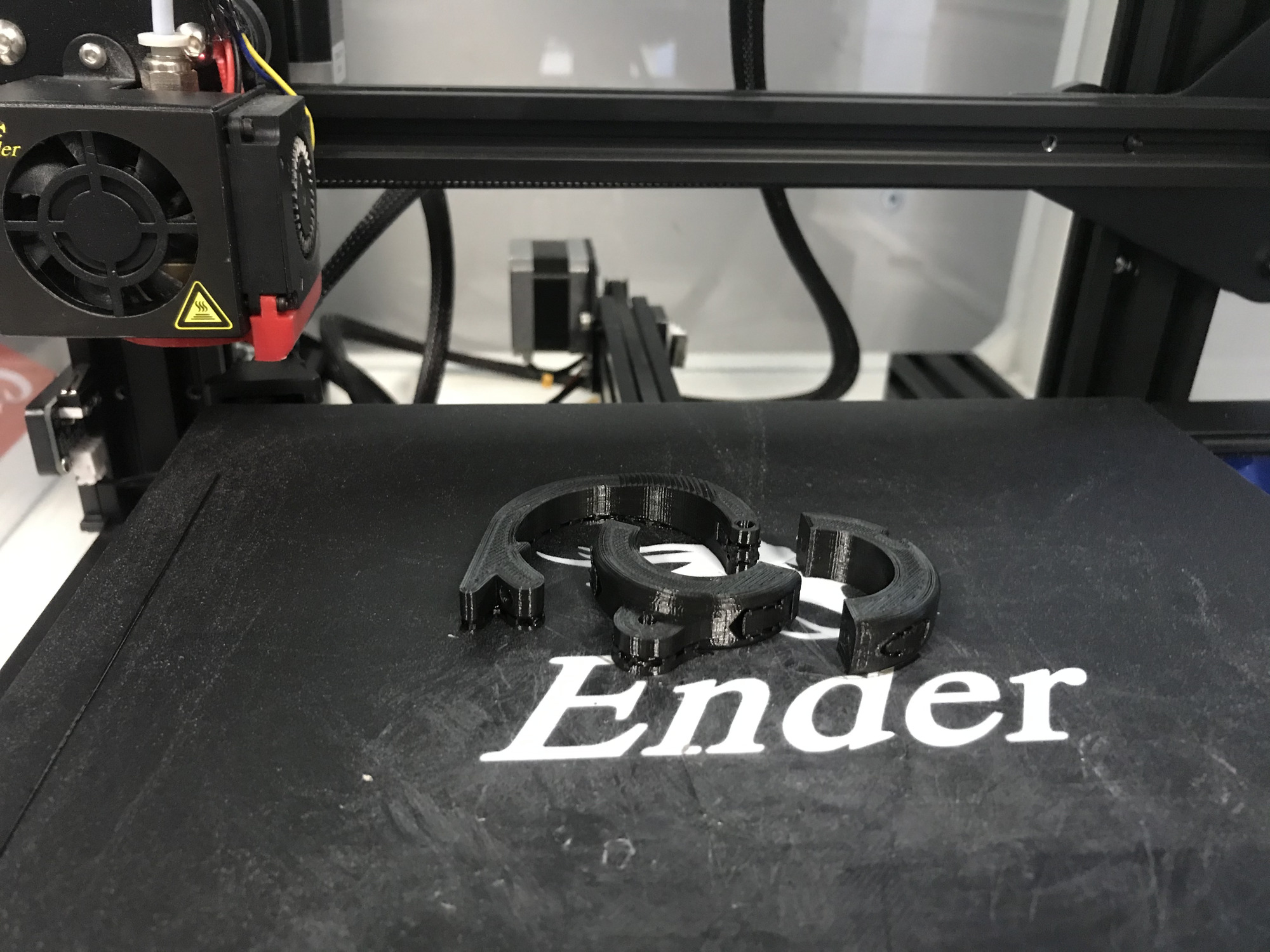
Une fois les modèles 3D réalisés, il suffit de les enregistrer au format « .stl » et de les ouvrir dans un slicer, c’est-à-dire un logiciel permettant de définir un programme en Gcode pouvant être lu et interprété par l’imprimante. Le slicer en question, Cura, permet de définir tous les paramètres d’impression pour obtenir le meilleur rendu possible.
J’ai choisi d’imprimer les pièces en PLA, un plastique biodégradable couramment utilisé en impression 3D, mais le choix de l’ABS (plus solide et moins coûteux) aurait été plus cohérent. Malheureusement, je ne suis pas équipé d’un boitier d’impression fermé et muni de filtres à particules nocives.
En ce qui concerne le temps d’impression et les coûts de revient pour un filament à 16€/kg, voilà ce que nous obtenons:
• Modèle 1 (proto) 1h33 et 0€20
• Modèle 1 (final) 7h11 et 0€49
• Modèle 2 (proto) 1h10 et 0€13
• Modèle 2 (final) 3h51 et 0€23
Des prix très infimes permettant de multiplier les prototypes afin d’obtenir LA version parfaite !
Prendre en compte le temps de conception, la consommation et l'amortissement de l'imprimante serait plus réaliste, mais ne cherchant pas à vendre ce genre d'accessoires, je ne m'en préoccuperai pas.
Au vu de la situation actuelle, les tests n’ont pas pu être poussés bien loin, mais assez pour être significatifs !
Que ce soit sur route ou sur DFCI, peu importe l’inclinaison, la mentonnière reste en place sur son crochet. Malgré ses balancements, le système reste plus ergonomique que de poser la mentonnière en équilibre sur sa poignée ou son sac, puisqu’on peut le faire en roulant, et ne plus s’en préoccuper par la suite ! La deuxième version du support s’avère plus discrète et réellement plus simple d’utilisation, et c’est pourquoi nous la privilégierons !
En somme, on se retrouve avec un produit fonctionnel qui répond à la demande de mon ami, pour un coût extrêmement faible !
Un autre avantage est le choix infini de couleurs pour notre pièce !
N’hésitez pas à me soumettre vos idées d’accessoires d’enduro à imprimer en 3D, ça m’intéresse !
Posez-moi également vos questions vis-à-vis de l’impression 3D, je serai ravi d’y répondre !

































Paraît-il que jusqu'à 30% il n'y a pas de différence significative sur la solidité...
#TeamEnder3
La mentonnière ne vient pas en contact des genoux ?
Comme dis DavDav38 : 30-40% de remplissage est courant sur PLA/ABS, ça permet de réduire énormément le temps d'impression et par expérience la résistance mécanique de la pièce n'est pas trop affectée.
je pense honnêtement que 30% ne suffiraient pas, vu la dimension des pivots...
Etant donné que je ne cherche pas à lancer une production, ça ne me dérange pas de passer quelques heures d'impression sur ce genre de pièce
Cordialement
Cordialement...